






























































Laser and Material Interaction - Plasma Effect
What is Plasma?
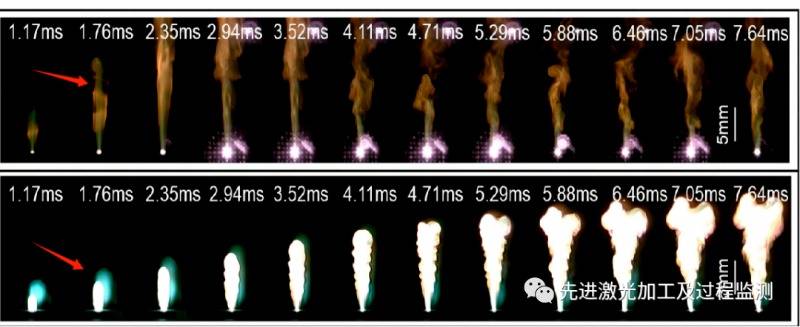
In modern laser welding processes, a flame-like flow is often observed during operation—jets of light in yellow, blue, or even purple hues appear above the weld zone. This phenomenon is commonly referred to as plasma, and it plays a critical role in laser-material interaction. Understanding the plasma effect is essential for optimizing welding quality and improving the stability of high-energy laser processing applications.
Plasma Definition
Plasma is a highly energized gaseous mixture composed of free electrons, ions, and electrically neutral particles such as atoms, molecules, and radicals. In laser welding, plasma is generated when intense laser radiation causes the vaporization and ionization of metal materials. This specific type of plasma is known as photo-induced plasma, as it is created directly by the interaction between the laser beam and the material surface.
The primary components of this metal vapor plasma include vaporized metal particles, free electrons, ions, and neutral species. These components interact dynamically under high-energy conditions, significantly influencing the efficiency and stability of the laser welding process.
Plasma Formation Process
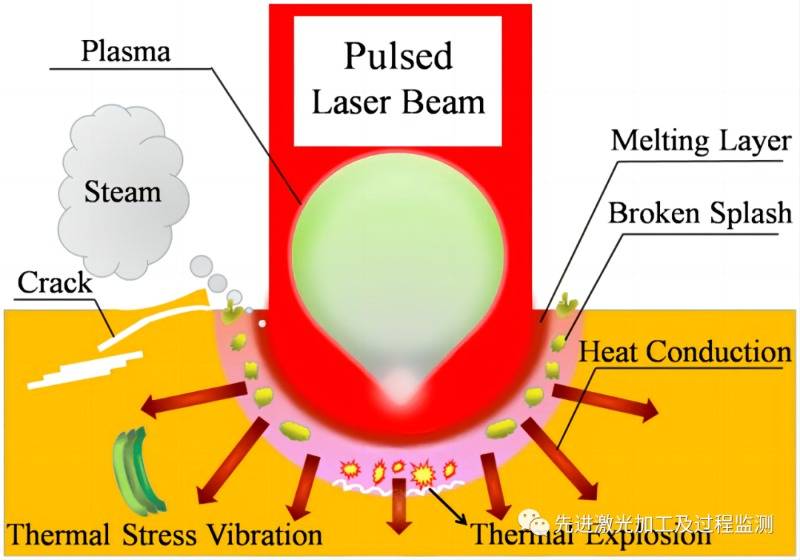
During laser ablation and high-energy laser-material interaction, plasma forms when the laser power density exceeds a critical threshold. The microscopic mechanism can be divided into two main stages:
Step One
When the laser beam irradiates the metal surface, electrons absorb photons through inverse bremsstrahlung processes. These energized electrons transfer their energy to the metal lattice via phonon interactions.
This rapid energy transfer occurs within picoseconds, causing a sharp increase in both electron temperature and lattice vibration. As a result, atomic bonds break, leading to metal vaporization, micro-explosions, and the formation of a vapor plume—an essential precursor to plasma generation in laser welding.
Step Two
The vaporized material interacts further with the incoming laser energy, causing continuous heating and ionization. This stage includes several critical effects:
Free electrons absorb more laser radiation, collide with atoms, and trigger further ionization.
Ions collide with neutral particles, generating additional charged particles.
Excited atoms undergo photoionization, creating a chain reaction.
This cascading process leads to an ionization avalanche, rapidly forming a dense plasma cloud above the material surface.
In Summary
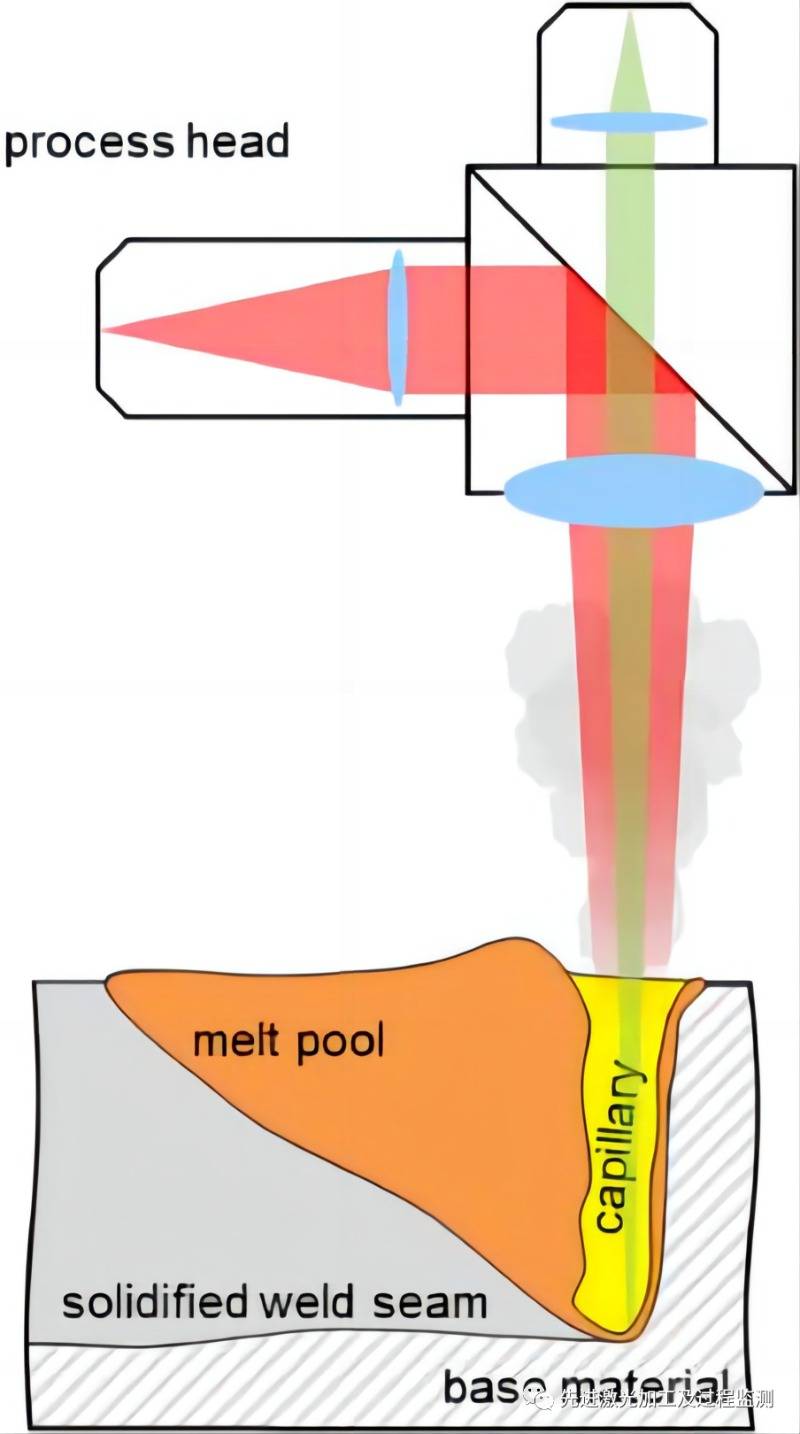
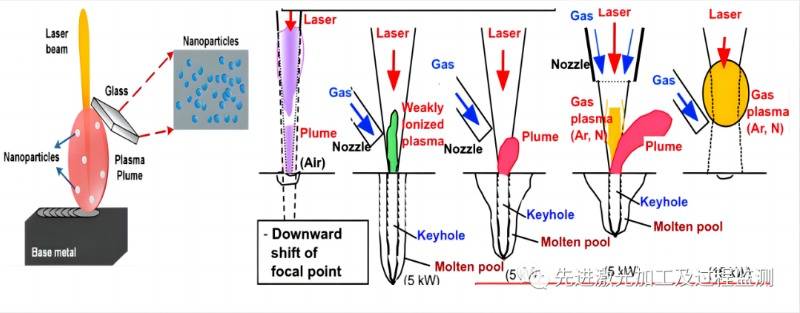
During laser deep penetration welding, when laser energy density is sufficiently high, the metal vaporizes and forms a keyhole in the molten pool. Metal vapor and electrons absorb energy from the laser beam, increasing their kinetic energy and triggering continuous ionization.
This results in the formation of dense metal vapor plasma above the keyhole, which significantly influences laser energy coupling, weld penetration depth, and overall welding stability.
Characteristics of Plasma
Periodic Characteristics of Plasma
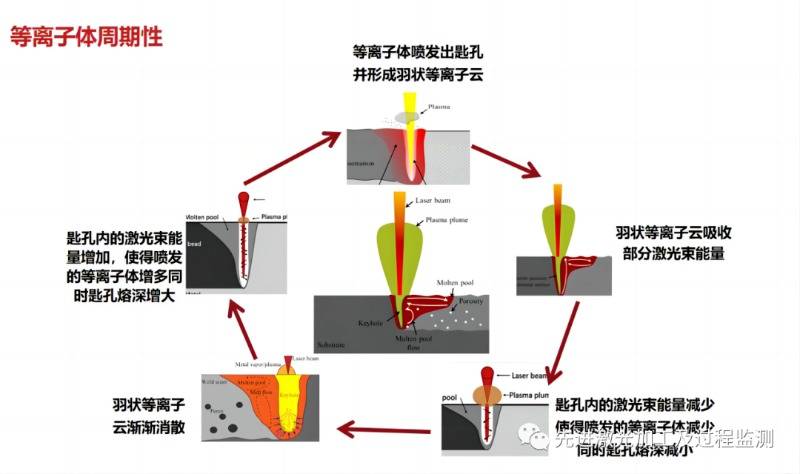
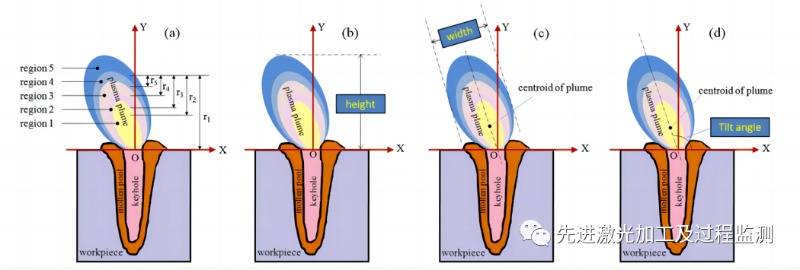
During continuous laser irradiation, plasma forms and dissipates cyclically. When the density of photo-induced plasma becomes too high, it absorbs and scatters a large portion of the laser energy, reducing the effective energy reaching the material surface.
As a result, metal vapor production decreases, and the plasma weakens. The laser beam can then directly interact with the material again, regenerating plasma. This creates a periodic oscillation of plasma intensity, typically in the range of several hundred Hertz.
These oscillations can lead to fluctuations in the welding process, such as unstable penetration or serrated weld seams—especially in thin materials. Techniques like laser modulation or pulsed operation are often used to mitigate these effects.
The Role of Plasma in Energy Transfer
In high-power laser welding, the laser beam continuously transfers energy to the workpiece, causing melting and vaporization. The vapor plume rises and ionizes into plasma, primarily composed of metal vapor.
Once formed, plasma interacts with the incoming laser radiation through reflection, scattering, and absorption. This creates a shielding effect, reducing the efficiency of energy transfer to the material.
As a result, the plasma effect directly influences:
· Weld penetration depth
· Porosity formation
· Weld seam composition
· Overall welding quality and reliability
Plasma Applications
Refraction of Laser by Plasma
Plasma behaves like a negative lens in the optical path of the laser beam. Since plasma has a lower refractive index than air, it causes the beam to diverge, reducing its focusing ability and energy density.
Additionally, variations in plasma electron density can deflect the laser beam, causing uneven energy distribution on the material surface. This leads to inconsistent laser processing results and reduced welding quality.
Excessive plasma accumulation can significantly decrease penetration depth, often resulting in defects such as lack of fusion—especially when shielding gas is insufficient.
Absorption of Laser by Plasma
Plasma also absorbs laser energy, increasing its temperature and ionization level. This absorption occurs through two mechanisms:
· Normal absorption (inverse bremsstrahlung): electrons oscillate in the laser field and transfer energy through collisions.
· Anomalous absorption: energy is converted into plasma waves and dissipated as thermal energy.
Due to this absorption, only part of the laser beam energy reaches the workpiece, leading to energy loss along the optical path. This is particularly problematic when welding highly reflective metals like aluminum and copper, where laser energy efficiency is already limited.
How to Suppress Plasma Effect?
Several factors influence the plasma effect in laser welding:
1. Laser Wavelength
Shorter wavelengths (blue or green lasers) reduce plasma maintenance time, improving process stability.
2. Laser Power Density
Higher laser power density increases plasma temperature and density. Optimizing power distribution helps stabilize the process.
3. Spot Size
Smaller laser spot sizes increase plasma ignition thresholds. Techniques like wobble welding help mitigate plasma buildup.
4. Material Properties
Materials with lower ionization energy and higher reflectivity are more prone to plasma effects.
5. Environmental Gas and Pressure
Using gases with high ionization energy and good thermal conductivity helps suppress plasma formation. Reduced pressure environments improve welding stability.
6. Gas Flow Rate
Increasing shielding gas flow reduces plasma volume and its absorption of laser energy, though excessive flow may cause instability.
7. Welding Speed
Higher welding speeds reduce plasma buildup and improve overall process stability.
Approaches to Suppressing Plasma Effects
1. Wobble Welding
The laser processing head sways left and right along the welding direction. Before the formation of plasma after the keyhole appears, the laser spot is momentarily moved to the rear edge of the melt pool or another location to avoid the influence of plasma on the optical path transmission.
2. Pulsed Laser Welding
Adjusting the pulse and frequency of the laser so that the laser's irradiation time is less than the formation time of the plasma. This ensures that the laser always hits during the dissipation phase of the plasma formation-dissipation cycle, avoiding interference with the optical path transmission by the plasma.
3. Low-Pressure Welding
Employing reduced pressure welding, when the air pressure is below a certain level, the density of metal vapor on the material surface and inside the keyhole is low, causing the plasma to disappear.
4. Blowing Protective Gas
One method involves using auxiliary gas to disperse the plasma, and another uses gases with good thermal conductivity and high ionization energy to suppress the ionization of the environmental gas and condense the metal ion vapor. A double-layer nozzle coaxial with the main blow can be used, where the outer nozzle is angled to the horizontal direction, using the radial component of the outer airflow to blow the plasma sideways. A straight tube nozzle can also be used, aimed directly at the plasma and blowing gas laterally along the welding direction.
This method requires strict control over the positioning accuracy of the side-blowing nozzle and the airflow volume. Among the many control methods, controlling plasma through airflow is relatively flexible and simple. Therefore, side-blowing protective gas is a widely adopted method in laser deep penetration welding.
Free SVG & Gcode Files for Laser Engraving & Cutting can be found here, wich you can import into our laser cutters directly.









